






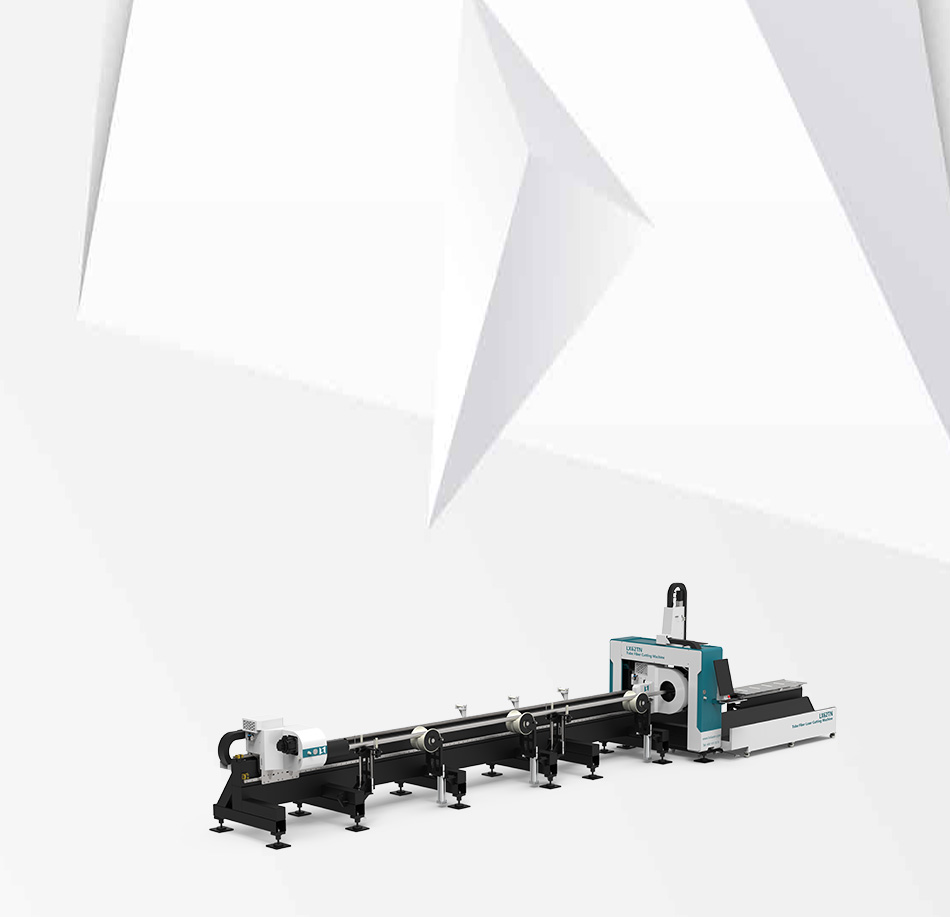

Struttura sospesa lateralmente, letto monoblocco saldato
Il letto adotta una struttura sospesa lateralmente e un letto saldato monoblocco, che viene ricotto per eliminare le sollecitazioni interne. Dopo la sgrossatura, viene eseguito un invecchiamento vibrazionale prima della finitura, migliorando notevolmente la rigidità e la stabilità della macchina utensile e garantendone la precisione. L'azionamento del servomotore CA è controllato dal sistema di controllo numerico e il mandrino realizza un movimento alternativo in direzione Y dopo l'azionamento del motore, realizzando movimenti rapidi e un movimento di avanzamento. Sia la cremagliera dell'asse Y che la guida lineare sono realizzate con prodotti ad alta precisione, che garantiscono efficacemente la precisione della trasmissione; i finecorsa a entrambe le estremità della corsa sono controllati e contemporaneamente è installato un dispositivo di finecorsa rigido, che garantisce efficacemente la sicurezza del movimento della macchina utensile; la macchina utensile è dotata di un dispositivo di lubrificazione automatica che aggiunge olio lubrificante alle parti mobili del letto a intervalli regolari per garantire il corretto funzionamento delle parti mobili, il che può migliorare la durata di guide, ingranaggi e cremagliere.
Dispositivo di alimentazione frontale
Il dispositivo di alimentazione anteriore comprende una piastra di supporto controllata da un cilindro pneumatico, che sostiene il tubo quando il tubo tagliato è lungo e ne impedisce l'abbassamento.
Durante il taglio del pezzo, il cilindro di supporto sollevato sostiene la piastra di supporto per sostenere il tubo e impedirne l'abbassamento. Durante il taglio del pezzo, tutti i cilindri di supporto sollevati vengono retratti e il pezzo cade sulla piastra di chiusura e scorre verso il luogo di stoccaggio. L'azione del cilindro è controllata automaticamente dal sistema.
Anche la sezione anteriore è divisa in tipo follow-up e tipo di regolazione manuale.

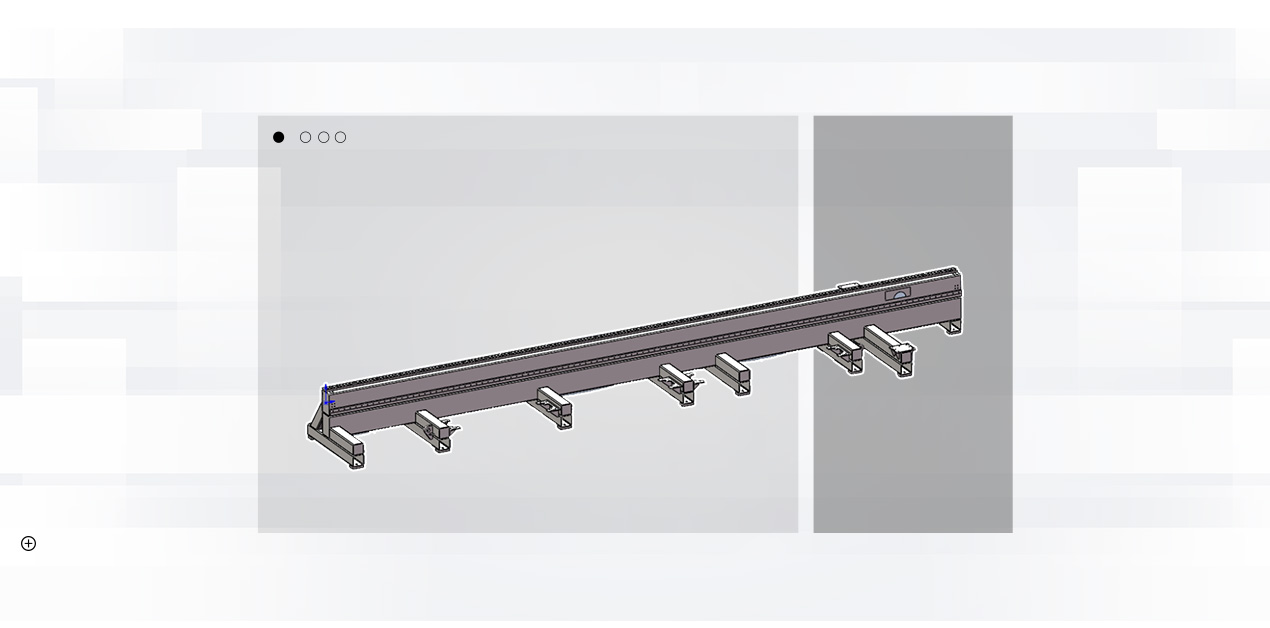
Meccanismi di supporto
Sul letto sono installati 3 set di meccanismi di supporto, disponibili in due tipologie:
1. Il supporto ausiliario è controllato da un servomotore indipendente che si muove verso l'alto e verso il basso, principalmente per supportare la deformazione eccessiva di tubi lunghi (tubi di piccolo diametro). Quando il mandrino posteriore si sposta nella posizione corrispondente, il supporto ausiliario può essere abbassato per evitare deformazioni.
2. Il supporto della ruota a diametro variabile viene sollevato e abbassato dal cilindro e può essere regolato manualmente in diverse posizioni di scala per supportare tubi di diverse dimensioni.
Chuck-Part
Il mandrino è suddiviso in due mandrini pneumatici a corsa completa, uno anteriore e uno posteriore, entrambi mobili in direzione Y. Il mandrino posteriore è responsabile del serraggio e dell'alimentazione del tubo, mentre il mandrino anteriore è installato all'estremità del bancale per il serraggio dei materiali. I mandrini anteriore e posteriore sono azionati rispettivamente da servomotori per ottenere una rotazione sincrona.
Grazie al serraggio congiunto di mandrini doppi, è possibile realizzare tagli a coda corta, e la coda corta della bocca può raggiungere i 20-40 mm, supportando al contempo il taglio a coda corta di una coda più lunga.
La macchina per il taglio di tubi della serie TN adotta il metodo di movimento e di evitamento del mandrino, che consente di realizzare il taglio con due mandrini contemporaneamente, senza che il tubo diventi troppo lungo e instabile e senza che la precisione sia sufficiente.

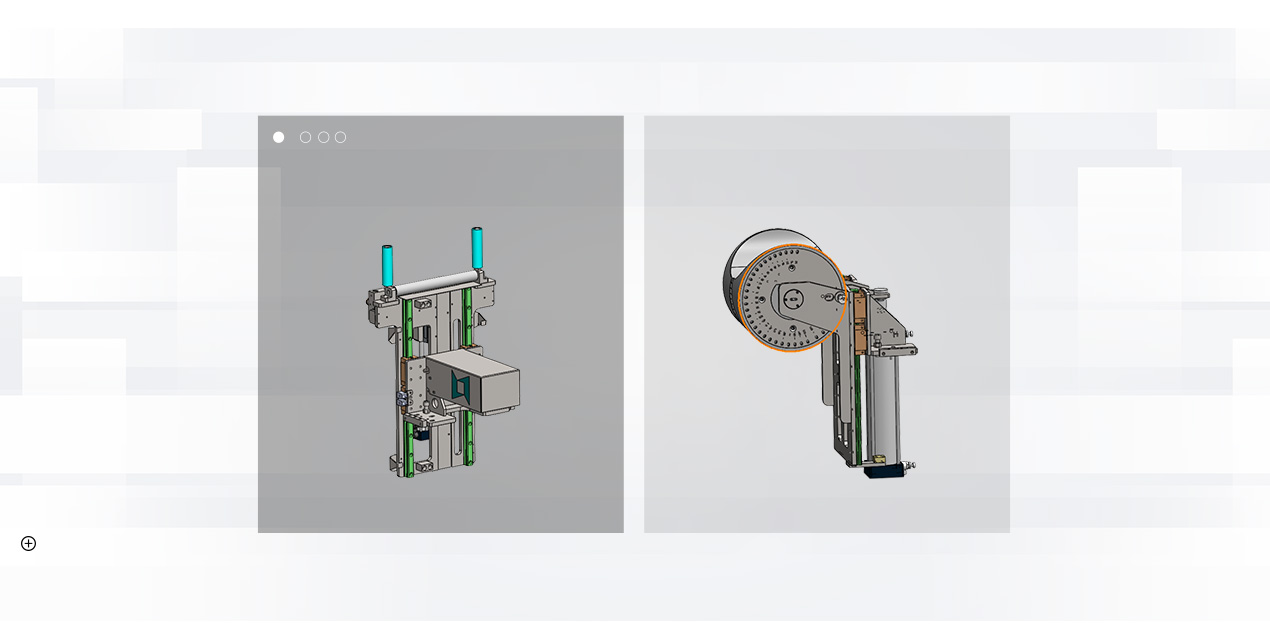
Dispositivo asse
La trave trasversale del dispositivo dell'asse X adotta una struttura a portale, saldata mediante una combinazione di tubo quadrato e piastra d'acciaio. Il componente a portale è fissato al letto e l'asse X è azionato da un servomotore che aziona la cremagliera e il pignone per realizzare il movimento alternativo della piastra scorrevole nella direzione X. Durante il movimento, il finecorsa controlla la corsa per limitare la posizione e garantire la sicurezza del funzionamento del sistema.
Allo stesso tempo, l'asse X/Z è dotato di una propria copertura per proteggere la struttura interna e ottenere una migliore protezione e rimozione della polvere.
Il dispositivo dell'asse Z realizza principalmente il movimento verso l'alto e verso il basso della testa laser.
L'asse Z può essere utilizzato come asse CNC per eseguire il proprio movimento di interpolazione e, allo stesso tempo, può essere collegato agli assi X e Y e può anche essere commutato sul controllo di follow-up per soddisfare le esigenze di diverse situazioni.
Vantaggi della macchina per il taglio laser a fibra di tubi metallici 62TN

-

Macchina per il taglio laser a fibra TX124 2024 per alluminio...
-

LX82TS Sconto del 7% 1kw 1,5kw 3kw 4kw 6kw Fibra ...
-

LX123TX Il miglior laser a fibra per impieghi gravosi a tre mandrini...
-

Taglierina laser in fibra per piastre metalliche LX3015E con Exc...
-

LX62TN Laser a fibra con alimentazione semiautomatica per metalli...
-

LX62TD 1-6KW Macchina economica per il taglio di tubi P...











